3D打印行業(yè)技術(shù)水平發(fā)展情況���、未來發(fā)展趨勢
思瀚產(chǎn)業(yè)研究院 鉑力特 2023-04-18
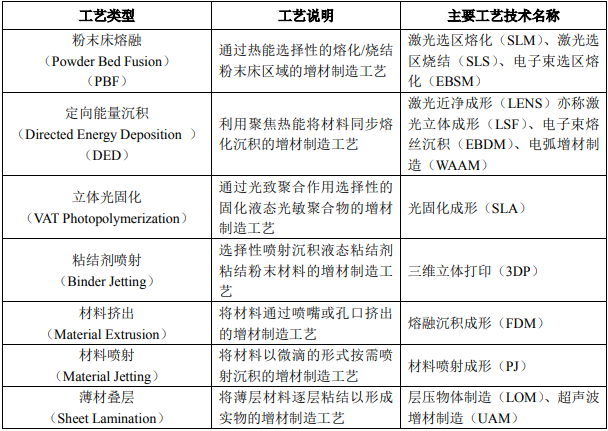
3D 打印技術(shù)從誕生至今近 40 年,目前處于多技術(shù)路線共存的狀態(tài)�����。根據(jù)中華人民共和國國家標(biāo)準(zhǔn)《增材制造術(shù)語》(GB∕T35351-2017)�,根據(jù)增材制造技術(shù)的成形原理���,可以分成七種基本的增材制造工藝,具體分類情況���、代表性工藝技術(shù)如下:
七種基本的增材制造工藝中���,金屬 3D 打印工藝原理主要為粉末床熔融和定向能量沉積兩大類別,采用這兩類工藝原理的金屬 3D 打印技術(shù)都可以制造達(dá)到鍛件標(biāo)準(zhǔn)的金屬零件�����。
粉末床熔融技術(shù)的主要優(yōu)點(diǎn)是:可以打印傳統(tǒng)技術(shù)無法企及的極端復(fù)雜的結(jié)構(gòu)(特別是復(fù)雜內(nèi)腔結(jié)構(gòu))�、制件尺寸精度高,這些優(yōu)點(diǎn)開辟了金屬結(jié)構(gòu)件創(chuàng)新設(shè)計(jì)的無限可能性�����,提供了顯著減重����、高效換熱、精確的密度和模量匹配等有效的新技術(shù)途徑�,為航空航天復(fù)雜構(gòu)件、醫(yī)療植入體和隨形冷卻模具等開啟了革命性進(jìn)步的新方向����,其零件力學(xué)性能超過鑄件甚至部分零部件力學(xué)性能指標(biāo)達(dá)到鍛件標(biāo)準(zhǔn)�����,從而成為當(dāng)今最廣泛應(yīng)用的金屬 3D 打印技術(shù)����,是近些年金屬 3D 打印產(chǎn)值超高速發(fā)展的主要支撐技術(shù)���。
其主要不足是打印效率稍低、難以打印 2 米以上尺度的大型零件����、需要超細(xì)球形金屬粉從而成本相對較高等。粉末床熔融技術(shù)非常適合航空航天小批量��、定制化生產(chǎn)特點(diǎn)�����,能夠解決其輕量化設(shè)計(jì)制造���、功能化設(shè)計(jì)要求�,且隨著技術(shù)發(fā)展與成本控制,其未來必將能夠?qū)崿F(xiàn)大規(guī)模工業(yè)化生產(chǎn)�����。
定向能量沉積技術(shù)的主要優(yōu)點(diǎn)是:很大的打印尺度范圍�����、方便多材料打印���、可以采用大功率激光器實(shí)現(xiàn)每小時公斤級的打印效率����、非常適合于高性能成形與修復(fù)等�;其主要不足是打印件的結(jié)構(gòu)復(fù)雜性不夠高、有較大的加工余量等���。由于在同傳統(tǒng)制造技術(shù)的競爭中還未形成像粉末床熔融技術(shù)那樣顯著的不可替代性����,技術(shù)成熟度與設(shè)備自動化程度尚不如粉末床熔融技術(shù)高����,因此推廣應(yīng)用的速度尚不及粉末床熔融技術(shù)�。但是�,該技術(shù)具有粉末床熔融技術(shù)難以實(shí)現(xiàn)的修復(fù)功能,能夠修復(fù)航空發(fā)動機(jī)葉片等高附加值零部件��,并且通過設(shè)備的集成能夠適應(yīng)大型零部件的原位修復(fù)����,避免拆機(jī)、裝機(jī)等停工損失���。
為了獲得更為廣泛的應(yīng)用�,這兩類主流金屬 3D 打印技術(shù)都在努力向兼顧高性能�����、高精度���、高效率、低成本���、更大的尺寸范圍和更廣泛的材料適用性方向發(fā)展���。
(1)粉末床熔融技術(shù)
金屬增材制造中粉末床熔融技術(shù)主要分為激光選區(qū)熔化(SLM)和電子束選區(qū)熔化(EBSM)兩類���,其中激光選區(qū)熔化技術(shù)(SLM)是主流,有大量的設(shè)備生產(chǎn)和打印服務(wù)公司���,占據(jù)了金屬增材制造絕大部分市場份額�,而且近期還在持續(xù)增加�。
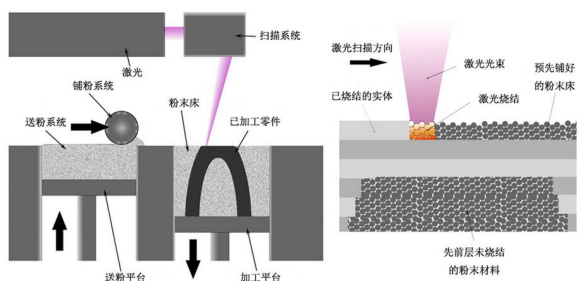
SLM 技術(shù)是采用激光有選擇地分層熔化燒結(jié)固體粉末,在制造過程中�,金屬粉末加熱到完全融化后成形。其工作原理為:被打印零部件提前在專業(yè)軟件中添加工藝支撐與位置擺放�����,并被工藝軟件離散成相同厚度的切片�,工藝軟件根據(jù)設(shè)定工藝參數(shù)進(jìn)行打印路徑規(guī)劃。實(shí)際打印過程中��,在基板上用刮刀鋪上設(shè)定層厚的金屬粉末�,聚焦的激光在掃描振鏡的控制下按照事先規(guī)劃好的路徑與工藝參數(shù)進(jìn)行掃描,金屬粉末在高能量激光的照射下發(fā)生熔化��,快速凝固�,形成冶金結(jié)合層。當(dāng)一層打印任務(wù)結(jié)束后,基板下降一個切片層厚高度�����,刮刀繼續(xù)進(jìn)行粉末鋪平�����,激光掃描加工���,重復(fù)這樣的過程直至整個零件打印結(jié)束����。
①激光選區(qū)熔化成形設(shè)備工作原理圖如下:
②該系列打印設(shè)備的主要優(yōu)點(diǎn)為:
A�����、成形零件的質(zhì)量較高�����,致密度近乎 100%�,抗拉強(qiáng)度等機(jī)械性能指標(biāo)優(yōu)于鑄件�����,可達(dá)到鍛件水平。
B�����、高精度����。成形過程分辨率高,尺寸精度高�����,零部件加工不受自身復(fù)雜結(jié)構(gòu)限制�,成形過程中產(chǎn)生的熱量較少,零件很少發(fā)生扭曲變形��。
C���、可使用金屬材料范圍廣泛��。包括鈦合金����、鋁合金、高溫合金�、銅合金、鈷鉻合金�、不銹鋼、高強(qiáng)鋼���、模具鋼等�����。
D���、與傳統(tǒng)減材制造相比,可節(jié)約大量材料����,對于較昂貴的金屬材料而言,可大幅節(jié)約成本����。
E、縮短復(fù)雜零部件交付時間��,生產(chǎn)過程更加靈活并且可以隨時修改數(shù)模���,特別適用于產(chǎn)品生命周期較短的零部件���。
由于能夠?qū)崿F(xiàn)較高的打印精度和足夠的機(jī)械性能,SLM 技術(shù)可廣泛應(yīng)用于復(fù)雜形狀的金屬零件的批量生產(chǎn)�,在航空航天及醫(yī)療植入體等領(lǐng)域具有廣闊的應(yīng)用前景。
(2)定向能量沉積技術(shù)
定向能量沉積技術(shù)是指利用聚焦熱能熔化材料即熔即沉積的增材制造工藝����,主要分為激光同步送粉技術(shù)和電子束熔絲沉積技術(shù)( EBDM:Electron Beam DirectManufacturing)兩大類。其中激光同步送粉技術(shù)研究及應(yīng)用較多���。
同時����,由于激光同步送粉技術(shù)是由許多大學(xué)和機(jī)構(gòu)分別獨(dú)立進(jìn)行研究的�,因此這一技術(shù)的名稱繁多,其中最廣為人知的名稱為激光近凈成形技術(shù)(LENS:Laser Engineered Net Shaping)�����,其最早由美國 Sandia 國家實(shí)驗(yàn)室提出并進(jìn)行研究����;該技術(shù)也叫激光金屬熔覆沉積技術(shù)(LMD:Laser Metal Deposition)���,而公司多稱之為激光立體成形技術(shù)(LSF:Laser Solid Forming),下文統(tǒng)一稱之為 LSF 技術(shù)��。
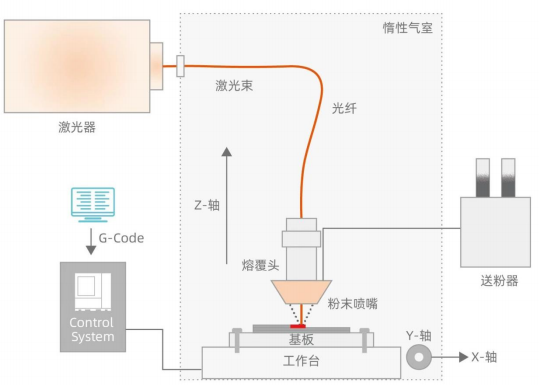
LSF 技術(shù)的成形原理是:聚焦激光束在控制下����,按照預(yù)先設(shè)定的路徑,進(jìn)行移動����,移動的同時,粉末噴嘴將金屬粉末直接輸送到激光光斑在固態(tài)基板上形成的熔池����,使之由點(diǎn)到線、由線到面的順序凝固�,從而完成一個層截面的打印工作。這樣層層疊加�,制造出接近實(shí)體模型的零部件實(shí)體。
①激光立體成形設(shè)備工作原理圖如下:
激光立體成形設(shè)備的關(guān)鍵指標(biāo)如下:
A�、成形尺寸:其決定了能夠最大成形的零部件尺寸或者可以修復(fù)的零部件最大尺寸。
B��、激光功率:激光的最大功率決定了可以成形或者修復(fù)的最大效率�,激光最小功率可以確定設(shè)備的修復(fù)精細(xì)程度���。
C、氧含量:在成形或者修復(fù)過程中經(jīng)常會采用一些活潑金屬粉末��,比如鈦合金�����、高溫合金等��,這些材料在熔化過程中會與空氣中的氧氣進(jìn)行反應(yīng)�����,生成有害于材料力學(xué)性能的氧化物��;同時氧氣會使得未被燒結(jié)的粉末氧含量成分上升��,造成粉末超標(biāo)不能二次利用�。
D�、軸重復(fù)定位精度:在成形或者修復(fù)過程中,激光頭的軌跡是靠 X��、Y���、Z 三軸的聯(lián)動來保證的����,因此三軸的定位精度對成形件或者修復(fù)件的最終尺寸、幾何精度以及表面粗糙度具有重要影響�����。
②該系列打印設(shè)備的主要優(yōu)點(diǎn)為:
A����、成形零件性能優(yōu)良,綜合力學(xué)性能同鍛件相當(dāng)����。
B、可在現(xiàn)有的零件上打印���,該設(shè)備不僅能直接打印出三維金屬零件���,還能在已有零件上進(jìn)行打印,例如在已磨損的零件上打印金屬材料以修復(fù)磨損處��,或與傳統(tǒng)的機(jī)加工設(shè)備集成起來進(jìn)行增材/減材復(fù)合成形。具有柔性化制造的特點(diǎn)��,可以最大限度滿足多種形狀損傷部位的修復(fù)��。修復(fù)后���,零部件力學(xué)性能基本可達(dá)到新品水平�,實(shí)現(xiàn)零部件高效率�、低成本的再生制造�。
C、具有更高的加工效率和更大的成形尺寸�,實(shí)現(xiàn)無模具近終成形,極大的節(jié)省材料�����,降低成本�。可以采用大功率(例如萬瓦級)激光器實(shí)現(xiàn)每小時公斤級的打印效率���,非常適合于大尺寸毛坯件制備或高性能成形修復(fù)包括現(xiàn)場修復(fù)等�。
D����、梯度材料���。該系統(tǒng)可將多種不同的金屬粉打印在一個零件上,以實(shí)現(xiàn)梯度功能或新型合金以滿足特殊的需求��,能根據(jù)零件的實(shí)際使用需要改變其各部分的成分和組織���,實(shí)現(xiàn)零件各部分材質(zhì)與性能的最佳搭配�。
該系列設(shè)備解決了困擾航空航天領(lǐng)域重點(diǎn)型號的結(jié)構(gòu)件�����、發(fā)動機(jī)零部件���,以及煤炭����、電力等領(lǐng)域重大裝備受損零部件的修復(fù)再制造問題�,可以進(jìn)行大型鈦合金等材料零件的一次整體成形及復(fù)雜高附加值的零件的無損修復(fù),成形件的整體力學(xué)性能水平達(dá)到或超過鍛件標(biāo)準(zhǔn)����。公司該系列激光立體成形設(shè)備整體水平位于國內(nèi)領(lǐng)先、國際先進(jìn)水平。
(3)電弧熔絲增材制造
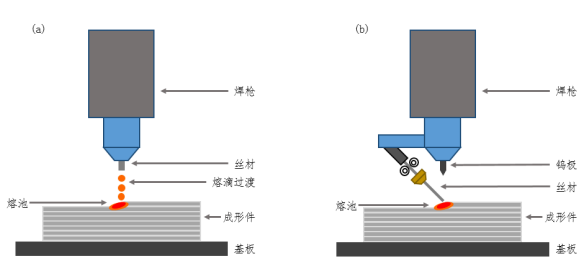
電弧增材制造技術(shù)(Wire andArcAdditive Manufacture, WAAM)是一種利用逐層熔覆原理���,采用熔化極惰性氣體保護(hù)焊(MIG)����、鎢極惰性氣體保護(hù)焊(TIG)以及等離子體焊接電源(PAW)等產(chǎn)生的電弧為熱源����,以金屬絲材為原材料,在程序的控制下�����,根據(jù)三維數(shù)字模型由線-面-體逐漸成形金屬零件的先進(jìn)數(shù)字化制造技術(shù)�。
①電弧增材制造設(shè)備工作原理圖如下:
此方法用低成本的電弧取代激光和電子束作為熔化金屬的熱源����,從而形成一種成本極大降低的大尺寸高效率金屬增材制造技術(shù),其打印效率較高����,成本低廉,很方便打印數(shù)米大小的零件�����,而且非常適合于激光熔覆技術(shù)難于制造的高反射性的鋁合金。特別是由于同弧焊技術(shù)的兼容性好����,弧焊專業(yè)人員較容易掌握這項(xiàng)技術(shù)。這項(xiàng)技術(shù)成為當(dāng)前大尺寸�����、高效率��、低成本金屬 3D 打印技術(shù)發(fā)展最快的方向��,并且正在迅速進(jìn)入規(guī)?���;墓I(yè)應(yīng)用。
②該系列打印設(shè)備的主要優(yōu)點(diǎn)為:
A���、高效率����,每小時的沉積效率可達(dá)幾公斤-幾十公斤�;
B�、低成本��,原材料價格便宜���,整體打印周期短����;
C����、柔性化,無需模具�����,自由度高���,易于實(shí)現(xiàn)自動化、智能化控制�;
D、響應(yīng)速度快�,特別適宜于快速研制與迭代,加快研發(fā)周期�,適于小批量個性化定制��;
E���、其缺點(diǎn)是熱輸入累積較大,零件表面精度不高�,需配合后續(xù)加工工藝實(shí)現(xiàn)零件的精度控制。
(4)金屬增材制造行業(yè)技術(shù)未來發(fā)展趨勢
金屬增材制造技術(shù)的發(fā)展并不是孤立的��,其涉及制造工藝���、設(shè)備��、材料�����、優(yōu)化設(shè)計(jì)等各個方面���,總的來說,為獲得更為廣泛的應(yīng)用���,金屬增材制造技術(shù)都在努力向兼顧高性能����、高精度、高效率��、低成本����、更大的加工尺寸范圍和更廣泛的材料適用性方向發(fā)展,其目的都是為了向直接制造最終功能零件發(fā)展����。
①制造工藝方面
當(dāng)前,金屬增材制造工藝的發(fā)展�����,除了對現(xiàn)有較為成熟的粉末床熔融技術(shù)����、定向能量沉積技術(shù)、電弧增材制造技術(shù)等結(jié)合實(shí)際工程化應(yīng)用經(jīng)驗(yàn)及材料����、粉末、智能化控制軟件等的技術(shù)發(fā)展克服缺陷提升優(yōu)勢外���,金屬增材制造工藝主要在以下方面進(jìn)行拓展:
A����、增減材復(fù)合制造技術(shù)���。增材制造與傳統(tǒng)的減材制造相融合����,增材制造技術(shù)與機(jī)器人����、數(shù)控機(jī)床、鑄鍛焊等多工藝技術(shù)相集成�����,從而提升增材制造技術(shù)的成形效率和精度�����,解決增材制造的復(fù)雜結(jié)構(gòu)件難于進(jìn)行后續(xù)機(jī)械加工的難題����,特別是解決復(fù)雜內(nèi)腔達(dá)不到非加工面要求的難題,助力企業(yè)實(shí)現(xiàn)柔性制造��,賦予現(xiàn)有設(shè)備或生產(chǎn)線高柔性與高效率。
B���、發(fā)展基于新工藝?yán)碚摰娜碌慕饘僭霾闹圃旒夹g(shù)����。粉末床熔融技術(shù)�、定向能量沉積技術(shù)、電弧增材制造技術(shù)均是對金屬材料直接燒結(jié)成形��,而將有機(jī)粘結(jié)劑等其他材料與金屬粉末結(jié)合起來���,再通過燒結(jié)等輔助工藝進(jìn)行成形的金屬增材制造技術(shù)稱之為“間接金屬 3D 打印技術(shù)”�。
②金屬增材制造設(shè)備方面
金屬增材制造設(shè)備是實(shí)現(xiàn)各種金屬增材制造技術(shù)的重要載體�����,增材制造設(shè)備的發(fā)展在整個增材制造技術(shù)體系中占據(jù)非常重要的位置�。總體來看�,除了持續(xù)提升設(shè)備效率、打印精度和穩(wěn)定性外�,金屬增材制造裝備的主要發(fā)展方向?yàn)椋?
A、大型化。增材制造裝備成形尺寸已經(jīng)步入“米”級時代��,增材制造裝備大型化已成為發(fā)展趨勢�。
B��、專業(yè)化�����。與大尺寸設(shè)備相比�,針對不同應(yīng)用領(lǐng)域的不同需求偏好,增材制造設(shè)備向更加專業(yè)化和精細(xì)化方向發(fā)展��。
C��、智能化����。智能傳感器、數(shù)字總線技術(shù)等智能部件融入增材制造裝備���,增材制造裝備將更加智能化�。
③金屬增材制造原材料方面
隨著金屬 3D 打印產(chǎn)業(yè)化規(guī)模的擴(kuò)大��,市場上金屬粉末材料種類偏少、品質(zhì)偏低����、專用化程度不高、供給不足的弊端也日益顯現(xiàn)�����,因此金屬 3D 打印專用材料的開發(fā)在未來的很長一段時間里將是重要的研究領(lǐng)域���。另外��,單一材料也在向復(fù)合材料發(fā)展��,不僅賦予了材料多功能性特點(diǎn)�����,而且拓寬了增材制造技術(shù)的應(yīng)用領(lǐng)域���。
④優(yōu)化設(shè)計(jì)方面
增材制造技術(shù)正在加速發(fā)展成為一種強(qiáng)大的生產(chǎn)技術(shù)。但是�,在工業(yè)制造中應(yīng)用該技術(shù)的主要障礙是目前絕大多數(shù)工業(yè)設(shè)計(jì)師對增材制造技術(shù)缺乏了解,產(chǎn)品設(shè)計(jì)思維被傳統(tǒng)的等材或減材制造技術(shù)所束縛����。因此�����,增材制造與優(yōu)化設(shè)計(jì)的互動研究將進(jìn)一步加強(qiáng)��,拓?fù)鋬?yōu)化設(shè)計(jì)、點(diǎn)陣結(jié)構(gòu)設(shè)計(jì)����、一體化結(jié)構(gòu)設(shè)計(jì)等輕量化設(shè)計(jì)將更多的用于金屬增材制造設(shè)計(jì)領(lǐng)域,同時結(jié)合軟件技術(shù)發(fā)展��,仿真技術(shù)將驅(qū)動設(shè)計(jì)的優(yōu)化及實(shí)現(xiàn)打印前的質(zhì)量控制�����。
(5)金屬 3D 打印技術(shù)與傳統(tǒng)精密加工技術(shù)的比較
金屬 3D 打印技術(shù)并不是要取代傳統(tǒng)加工制造技術(shù)�����,而是傳統(tǒng)加工制造技術(shù)的重要補(bǔ)充���。
目前金屬 3D 打印技術(shù)在可加工材料�、加工精度、表面粗糙度���、加工效率等方面與傳統(tǒng)的精密加工技術(shù)相比�,還存在較大的差距��,但是其全新的技術(shù)原理及制造方式��,也有著傳統(tǒng)精密加工所無法比擬的巨大優(yōu)勢�,具體體現(xiàn)在:
①縮短新產(chǎn)品研發(fā)及實(shí)現(xiàn)周期。3D 打印工藝成形過程由三維模型直接驅(qū)動����,無需模具、夾具等輔助工具�,可以極大的降低產(chǎn)品的研制周期,并節(jié)約昂貴的模具生產(chǎn)費(fèi)用����,提高產(chǎn)品研發(fā)迭代速度。
②可高效成形更為復(fù)雜的結(jié)構(gòu)����。3D 打印的原理是將復(fù)雜的三維幾何體剖分為二維的截面形狀來疊層制造,故可以實(shí)現(xiàn)傳統(tǒng)精密加工較難實(shí)現(xiàn)的復(fù)雜構(gòu)件成形�,提高零件成品率��,同時提高產(chǎn)品質(zhì)量����。
③實(shí)現(xiàn)一體化�、輕量化設(shè)計(jì)。金屬3D打印技術(shù)的應(yīng)用可以優(yōu)化復(fù)雜零部件的結(jié)構(gòu)����,在保證性能的前提下,將復(fù)雜結(jié)構(gòu)經(jīng)變換重新設(shè)計(jì)成簡單結(jié)構(gòu)�,從而起到減輕重量的效果����,3D 打印技術(shù)也可實(shí)現(xiàn)構(gòu)件一體化成形,從而提升產(chǎn)品的可靠性��。
④材料利用率較高���。與傳統(tǒng)精密加工技術(shù)相比�����,金屬3D打印技術(shù)可節(jié)約大量材料�,特別是對較為昂貴的金屬材料而言,可節(jié)約較大的成本��。
⑤實(shí)現(xiàn)優(yōu)良的力學(xué)性能���?;?3D 打印快速凝固的工藝特點(diǎn)��,成形后的制件內(nèi)部冶金質(zhì)量均勻致密�����,無其他冶金缺陷���;同時快速凝固的特點(diǎn)�����,使得材料內(nèi)部組織為細(xì)小亞結(jié)構(gòu)�,成形零件可在不損失塑性的情況下使強(qiáng)度得到較大提高���。
編輯:沈吟秋
來源: 思瀚產(chǎn)業(yè)研究院 鉑力特
免責(zé)聲明:
1.本站部分文章為轉(zhuǎn)載�����,其目的在于傳播更多信息����,我們不對其準(zhǔn)確性、完整性�、及時性、有效性和適用性等任何的陳述和保證���。本文僅代表作者本人觀點(diǎn)��,并不代表本網(wǎng)贊同其觀點(diǎn)和對其真實(shí)性負(fù)責(zé)��。
2.思瀚研究院一貫高度重視知識產(chǎn)權(quán)保護(hù)并遵守中國各項(xiàng)知識產(chǎn)權(quán)法律����。如涉及文章內(nèi)容�����、版權(quán)等問題�����,我們將及時溝通與處理�。

業(yè)規(guī)劃")
計(jì)劃書")
告")
規(guī)劃")

告")
 美國亞利桑那州-記憶綿床墊生產(chǎn)基地?cái)U(kuò)建項(xiàng)目可行性研究報(bào)告
美國亞利桑那州-記憶綿床墊生產(chǎn)基地?cái)U(kuò)建項(xiàng)目可行性研究報(bào)告 江西宜春-高能量密度動力儲能(方形)鋰電池研發(fā)產(chǎn)業(yè)化項(xiàng)目可行性研究報(bào)告
江西宜春-高能量密度動力儲能(方形)鋰電池研發(fā)產(chǎn)業(yè)化項(xiàng)目可行性研究報(bào)告 水晶光電-臺州智能終端用光學(xué)組件技改項(xiàng)目可行性研究報(bào)告
水晶光電-臺州智能終端用光學(xué)組件技改項(xiàng)目可行性研究報(bào)告 廣西欽州-中偉股份北部灣產(chǎn)業(yè)基地三元項(xiàng)目一期可行性研究報(bào)告
廣西欽州-中偉股份北部灣產(chǎn)業(yè)基地三元項(xiàng)目一期可行性研究報(bào)告 中國天津-毫米波雷達(dá)研發(fā)中心建設(shè)項(xiàng)目可行性研究報(bào)告
中國天津-毫米波雷達(dá)研發(fā)中心建設(shè)項(xiàng)目可行性研究報(bào)告 中國重慶-國儲珞璜智慧物流園項(xiàng)目可行性研究報(bào)告
中國重慶-國儲珞璜智慧物流園項(xiàng)目可行性研究報(bào)告 安徽合肥-高性能微電子級聚酰亞胺膜材料項(xiàng)目可行性研究報(bào)告
安徽合肥-高性能微電子級聚酰亞胺膜材料項(xiàng)目可行性研究報(bào)告 廣東汕頭-生殖健康藥品整體升級項(xiàng)目可行性研究報(bào)告
廣東汕頭-生殖健康藥品整體升級項(xiàng)目可行性研究報(bào)告